淺談雙面研磨機采用不同的研磨方式對平行度的影響
發(fā)布日期: 2019-05-10 瀏覽人數:
在
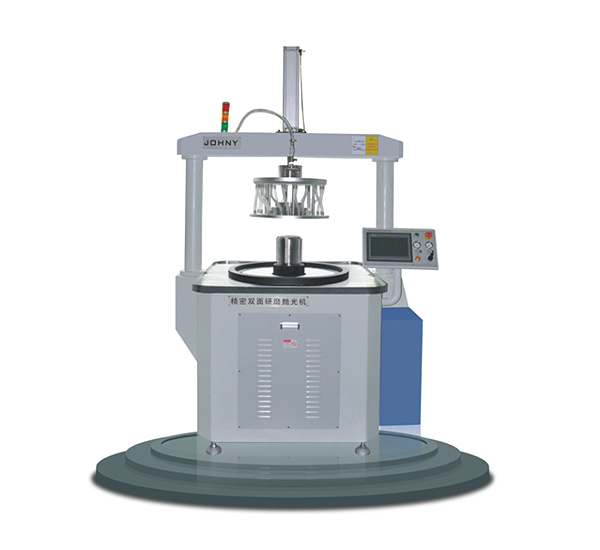
雙面研磨機上有兩種不同的研磨方式:第一種:離散研磨,第二種:固結研磨。這兩種不同的研磨方式是市場(chǎng)上運用最廣的,固結研磨多用于單平面研磨,而離散研磨多用于雙平面研磨中。由于原理不同,兩種方式所呈現出來(lái)的優(yōu)劣勢各不相同,對工件表面精度的影響也存在差異。
離散型研磨,上下兩個(gè)研磨盤(pán)先進(jìn)行相互研磨,然后對工件進(jìn)行研磨,三者分別有不同的研磨軌跡,工件研磨最終是三種運動(dòng)軌跡的結合。運動(dòng)軌跡比較復雜,不會(huì )發(fā)生重合,所以隨著(zhù)時(shí)間的增加,工件的兩個(gè)表平面平行度逐步提升,最終能達到非常高的平行度。
相對而言,在固結研磨中,研磨機上的磨盤(pán)和磨片表面雖然能修整到較高的平行度,但是由于工件是粘貼在磨盤(pán)上的,粘貼劑有一定的厚度和誤差,這將一定程度影響工件的平行度。而且,固結研磨的研磨軌跡是磨盤(pán)和工件兩種運動(dòng)軌跡的結合,工件外側的線(xiàn)速度大于內側線(xiàn)速度,外側研磨量比內側研磨量要大,隨著(zhù)時(shí)間的增加,很容易導致工件內凸外陷,所以工件的平行度誤差相對也較大。
如果客戶(hù)的工件對平行度要求比較高的情況下,建議采用雙面研磨機,對工件采用離散型研磨方式研磨。如客戶(hù)對平行度無(wú)要求,則可選擇固結的研磨方式進(jìn)行研磨。


 微信公眾號
微信公眾號